







מכונת ניקוב הידראולית CNC במהירות גבוהה PP1213A PP1009S לקורת משאית




| לֹא. | פָּרִיט | פָּרָמֶטֶר | ||
| PP1213A | PP1009S | |||
| 1 | כוח אגרוף | 1200KN | 1000KN | |
| 2 | מַקסִימוּםצַלַחַתגוֹדֶל | 800×3500 800×7000מ"מ(מיקום משני) | ||
| 3 | צַלַחַתטווח עובי | 4~12mm | 4~12mm | |
| 4 | תחנת פאנץ' | מספר מודול | 13mm | 9mm(5 המובילים, 4 התחתונים) |
| קוטר אגרוף מקסימלי | φ60 | φ50 | ||
| 5 | גודל אגרוף(mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ22,φ30,φ34,φ36,φ45,φ50,φ60 (סט של מתים עם עובי פלטה של 8 מ"מ) | φ9,φ11,φ13,φ15,φ17,φ21,φ25,φ30,φ35 (כולל סט של שבבים עם עובי פלטה של 8mm) | |
| 6 | מספר אגרופיםלְדַקָה | 〉42 | <42 | |
| 7 | עיוותבמידה | <2mm | <25 | |
| 8 | מספר מהדקים | 3 | ||
| 9 | לחץ מערכת | Hלחץ גבוה | 24 מגה פסקל | |
| Lלחץ נמוך | 6 מגה פסקל | |||
| 10 | Aלחץ אוויר | 0.5 מגה פסקל | ||
| 11 | כוח המנוע של משאבה הידראולית | 22 קילוואט | ||
| 12 | כוח מנוע סרוו ציר X | 5 קילוואט | ||
| 13 | כוח מנוע סרוו ציר Y | 5 קילוואט | ||
| 14 | קיבולת כוללת | 55קילוואט | ||

1. משטח המכונה של מכונה לעומס כבד מאמצ מבנה ריתוך של פלדה באיכות גבוהה. לאחר הריתוך, פני השטח נצבעים, כדי לשפר את איכות פני השטח ואת עמידות הפלדה בפני חלודה. חלקי הריתוך של משטח המחרטה עוברים יישור חום כדי לבטל את לחץ הריתוך במידה המרבית.

2. למכונה שני צירי CNC: ציר x הוא התנועה השמאלית והימנית של המהדק, ציר Y הוא התנועה הקדמית והאחורית של המהדק, ושולחן עבודה CNC בעל קשיחות גבוהה מבטיח את האמינות והדיוק של ההזנה.
3. ציר הנעה X. Y מאמץ בורג כדורי מדויק כדי להבטיח דיוק תיבת הילוכים.
4. צירי X ו-Y מאמצים מסילת הנחיה ליניארית מדויקת, עם עומס גדול, דיוק גבוה, חיי שירות ארוכים של מסילת ההנחיה, ויכולים לשמור על דיוק גבוה של המכונה לאורך זמן.
5. מנועי ההנעה של ציר ה-X וה-Y מונעים על ידי מנועי סרוו AC גרמניים. ציר ה-Y מממש משוב מיקום בלולאה סגורה למחצה.
6. המכונה משומנת על ידי שילוב של שימון מרכזי ושימון מבוזר, כך שהמכונה במצב עבודה תקין בכל פעם.
7. שולחן עבודה CNC של חומר נע מקובע ישירות על היסודות, ושולחן העבודה מצויד בכדור שינוע אוניברסלי, שיש לו את היתרונות של התנגדות קטנה, רעש נמוך ותחזוקה קלה.
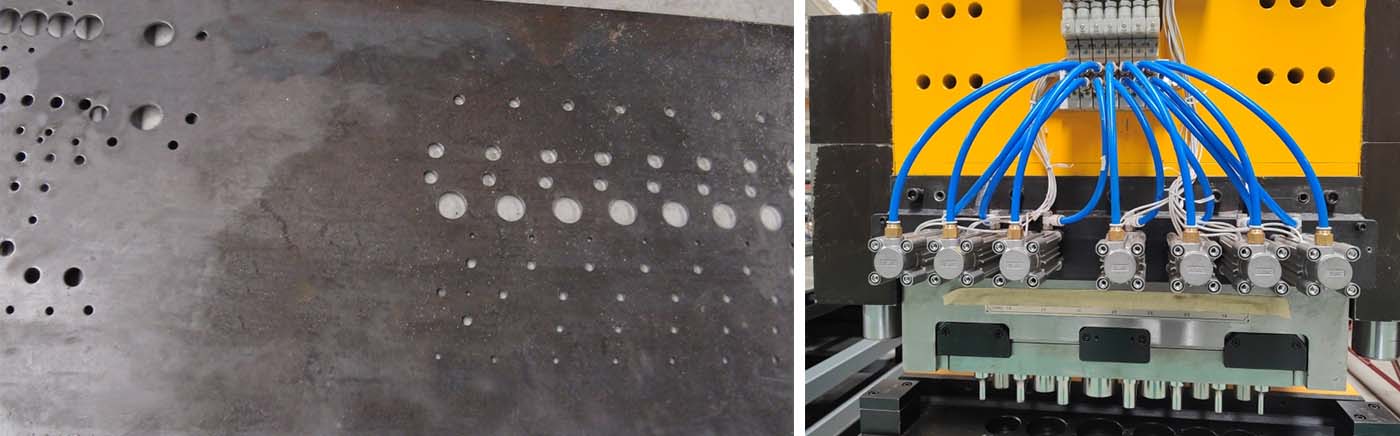
8. מיקום תבנית הניקוב של המכונה מאמץ סידור ליניארי דו-שורתי, וקוטר הניקוב המרבי הוא 50 מ"מ. הבוכנה של הצילינדר ההידראולי מניעה את בלוק ההחלקה המונחה על ידי שני מובילי גלגול ליניאריים לתנועה למעלה ולמטה, מה שמבטיח יישור מדויק של התבנית והניקוב, ובעל חיי שירות ארוכים. בחירת מיקום תבנית הניקוב מאמצת את שיטת דחיפה ומשיכה של בלוק הכרית של הצילינדר, שיש לה יתרונות של החלפת תבנית מהירה, אמינות גבוהה ותחזוקה נוחה.
9. החומר מהודק על ידי שלושה מהדקים הידראוליים רבי עוצמה, שיכולים לנוע ולמקם במהירות. המהדק יכול לעלות ולרדת בהתאם לתנודות החומר. ניתן לכוונן את המרחק בין המהדקים בהתאם לאורך קצה ההידוק של החומר.

10. יש לו את היתרונות של זמן עיבוד קצר, מיקום מהיר, פעולה פשוטה, פחות שטח רצפה ויעילות ייצור גבוהה.
11. ממשק המחשב הוא באנגלית, שקל למפעילים לשלוט בו.
| NO | שֵׁם | מותג | מְדִינָה |
| 1 | CNCמַעֲרֶכֶת | סימנס 808D | גֶרמָנִיָה |
| 2 | מנוע סרוו וSנהג ארבו | סימנס / פנסוניק | גרמניה/יפן |
| 3 | מדריך תנועה ליניארית | HIWIN/PMI | טייוואן, יפן |
| 4 | בורג כדורי | אני + F/צריך | גֶרמָנִיָה |
| 5 | צִילִינדֶר | SMC/FESTO | יפן/גרמניה |
| 6 | ממסר מצב מוצק | וידמולר | גֶרמָנִיָה |
| 7 | שרשרת גרירה | איגוס/CPS | גרמניה/דרום קוריאה |
| 8 | משאבה כפולה | דניסון/אלברט | אַרצוֹת הַבְּרִית |
| 9 | שסתום הידראולי | ATOS | אִיטַלִיָה |
| 10 | קולר שמן | טונגפיי/לאבר | סִין |
| 11 | מכשיר סיכה שמן | הרג | יַפָּן |
| 12 | רכיבים חשמליים במתח נמוך | שניידר | צָרְפַת |
הערה: הרכיבים הנ"ל הם הספק הסטנדרטי שלנו. ניתן להחליף אותם ברכיבים באותה איכות של מותג אחר אם הספק הנ"ל אינו יכול לספק את הרכיבים במקרה של בעיה מיוחדת.



פרופיל חברה קצר  מידע על המפעל
מידע על המפעל  כושר ייצור שנתי
כושר ייצור שנתי  יכולת מסחר
יכולת מסחר 





